HSS obrábění ploch:
- Strategie Rovnoběžně s křivkou umožňuje vést dráhu nástroje podél křivky a podél dané plochy. Může být vedena podélně i kolmo ke křivce. Každý průchod nástroje je skutečně krok ve 3D podél plochy, čímž se získá přesná stopa nástroje na jakékoliv ploše.
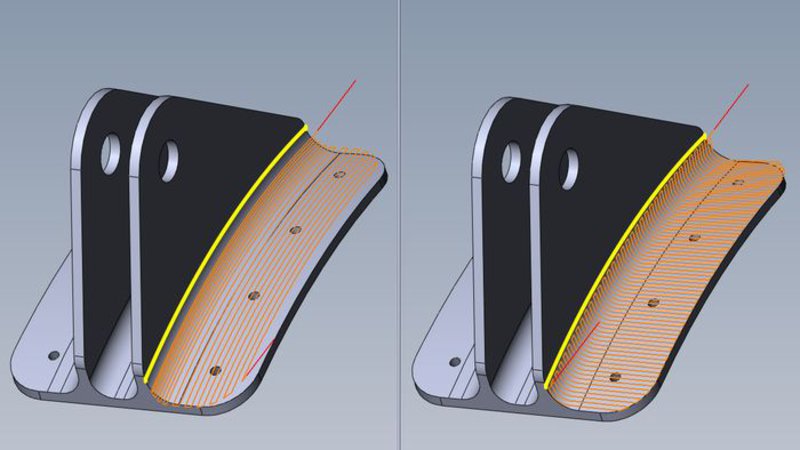
- Strategie Mezi křivky poskytuje dráhu nástroje, která se dokonale přizpůsobuje oběma křivkám. Pravděpodobně nejoblíbenější HSS dráha, zajišťující konstantní zatížení nástroje.
- Strategie Hladké nájezdy a odjezdy poskytují úplnou svobodu v ovládání vstupního a výstupního pohybu nástroje, odstraňující nutnost modifikací plochy. Dráha nástroje může být prodloužena nebo zkrácena, mezery a otvory mohou být přeskočeny a lze si vybrat z devíti různých voleb pro nájezd a odjezd nástroje.
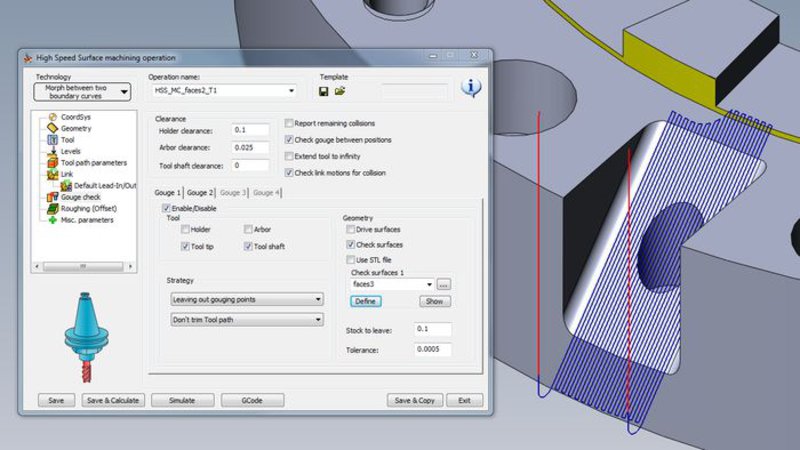
- Plná kontrola uživatele nad ochranou nástroje. Podobně jako u souvislého pětiosého obrábění, jsou zde 4 fáze ochrany nástroje.
- Strategie Rovnoběžné řezy umožňuje rychlé definování výběrem pouze ploch a směru (Lineární X/Y nebo Konstantní Z). Na výběr jsou strategie jedním směrem, cik-cak a spirála.
- Strategie Rovnoběžně s plochou / Mezi plochy jsou další strategie, podobné výše zmíněným, ale nabízí vyšší flexibilitu. Z vybrané dvojice ploch InventorCAM automaticky generuje výslednou křivku.
HSR hrubování:
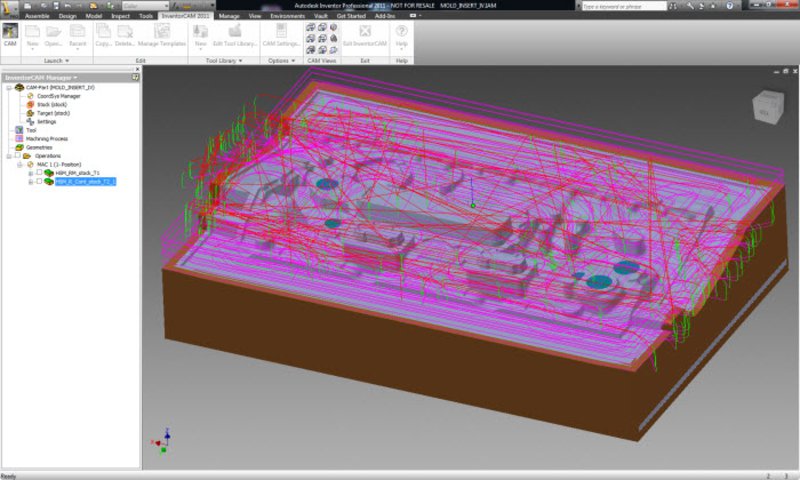
- Zbytkové hrubování nastává při nasazení menšího nástroje k dokončení předešlé práce nástrojů větších v oblastech, které nejsou předchozími operacemi zcela vyčištěny. Modul InventorCAM HSM používá aktualizovaný model zbývajícího materiálu, aby se vyhnul obrábění naprázdno. Pro velké díly může být použito více operací zbytkového hrubování se zmenšujícími se velikostmi nástrojů. Zbytkové hrubování může být také použito při obrábění odlitků, s omezením řezů podle povrchu odlitku, s příslušnými informacemi o přídavku.
- Strategie hrubování jádra je optimalizována pro obrábění jader zvnějšku dovnitř namísto řezu po celé šířce do středu dílu. Všechny dráhy nástroje začínají zvnějšku na dané úrovni osy Z a pokračují směrem dovnitř k hranici vnějšího tvaru jádra. Pokud díl obsahuje jak jádrové, tak dutinové oblasti, InventorCAM automaticky přepíná mezi jádrovým a dutinovým hrubováním v tomtéž programu. Je v maximální míře zachováván kontakt řezného nástroje s materiálem pro zvýšení životnosti nástroje.
- Konturové hrubování je nejdůležitější strategií pro efektivní odstranění velkých objemů materiálu. Je při ní generována série řezů na dané úrovni osy Z, která odstraní maximum materiálu bez zanechání soklů. Hloubka řezu se automaticky přizpůsobuje, což zajišťuje obrobení rovinných ploch. Používá se spirálový i konturový nájezd. Vyhlazovací oblouky jsou vytvořeny automaticky na drahách i spojovacích pohybech, což podporuje efektivní rychlosti posuvu v řezu a delší životnost nástroje.
HSM dokončování:
- Řádkování je jednou z nejužívanějších dokončovacích strategií. Dráhy řádkování jsou typicky používány pro před-dokončování zbytků po hrubování a k dokončování mělkých oblastí. Řezy jsou rovnoběžné s rovinou XY a sledují povrch ve směru osy Z. Můžete nastavit jejich úhel i kroky v horizontálním směru. Pro dokončení celého dílu se používají kolmé dráhy.
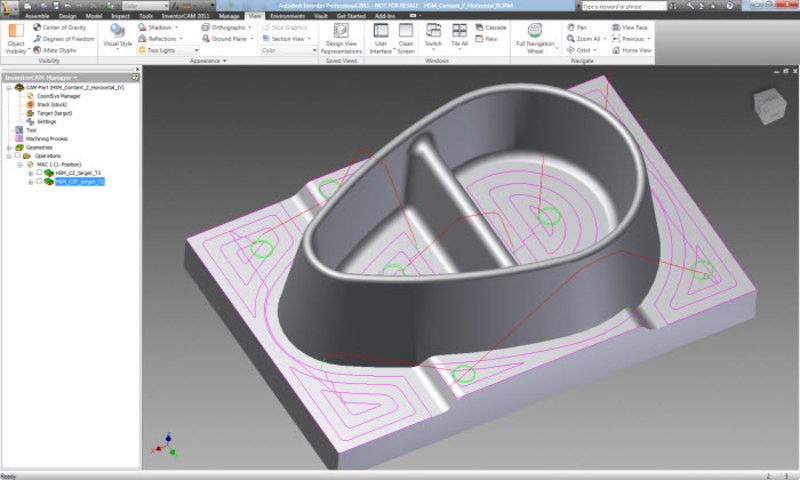
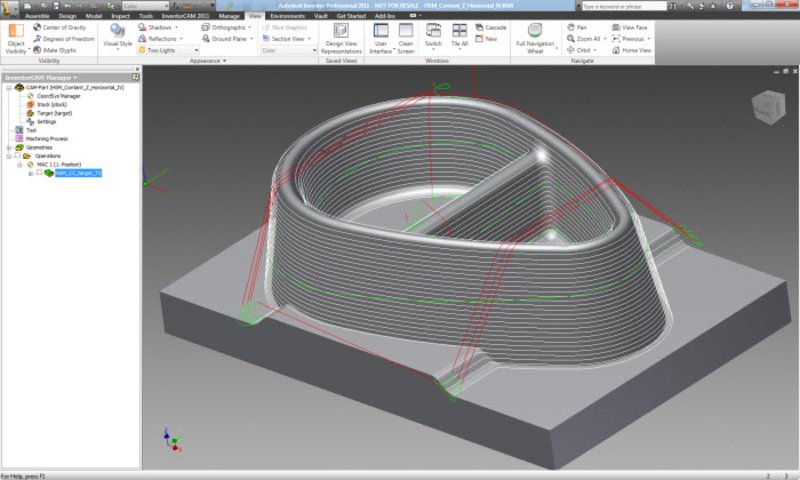
- Řezy v obrábění strategií Konstantní Z jsou generovány pomocí sady kontur z ploch, které popisují tvar ploch na různých úrovních osy Z - jako horizontální řezy geometrií. Toto je nejlepší strategie pro před-dokončování a dokončování strmých ploch. Díky omezení kontaktního úhlu při této strategii na 30°-90° jsou obrobeny jen strmější oblasti, zatímco ty mělčí jsou ponechány vhodnějším strategiím.
- Strategie Obrábění rovin automaticky vyhledá všechna rovná místa na dílu a vyčistí je na úrovni osy Z dané oblasti. Používá přitom podobné funkce jako hrubování. Nájezd nástroje je také podobný hrubování, spirálový nebo konturový a s hladkými nájezdovými pohyby. Pokud chce uživatel danou oblast obrobit více než jen jednou dráhou, může být přidáno libovolné množství vrstev na ose Z.
- Strategie Spirála vytváří spirálovou dráhu nástroje z daného výchozího bodu, přičemž udržuje neustálý kontakt mezi dílem a nástrojem při obrábění v daných hranicích. Krok dolů je definován rozdílem mezi dvěma prstenci dráhy. Výchozí bod je vybrán automaticky, ale může být uživatelem definován i jinak.
- Obrábění mezi křivkami generuje dráhu nástroje na základě hranic tvaru a směrových profilů. Dráhy probíhají po ploše souběžně s tvarem a ve směru odvozeném od průběhu okolních hranic. Každá dráha bere ohled na tvar té předcházející a přejímá některé charakteristiky dráhy následující, čímž dochází k plynulým změnám v tvaru drah. Obrábění mezi křivkami je vhodnou dokončovací strategií dosahující kvalitního povrchu a vysoké produktivity na mírně proměnlivých podélných tvarech se zakřiveným profilem toku.
- Paprskovité obrábění umožňuje uživateli snadno obrábět radiální díly. Řezy se sbíhají do centrálního bodu se schopností zastavit kousek od středu, kde se dráhy nástroje zhušťují. Tato strategie je ideální pro použití na oblasti, které obsahují mělké zahnuté povrchy a kruhové oblasti, spolu s použitím kontaktního úhlu mezi 0° a 40°.
- Řez strategie 3D křivka je vytvářen spuštěním řezného nástroje na povrch a jeho vedením podle jedné nebo více hranic, čímž dojde k efektu vyrývání. Může se používat k vyrývání textu nebo srážení hran podle profilu. Pro obrábění v konstantní hloubce pod povrchem může být použita záporná tloušťka nástroje.
- Strategie Rohový offset je podobná strategii Konstantní krok. Vytvoří dráhu nástroje s ohledem na ostré kouty tak, aby pohyb nástroje probíhal souběžně s kouty. Může se tak postupně přiblížit do náročné oblasti bez rizika výrazné změny řezných podmínek, jako je velikost opásání nástroje a množství odebíraného materiálu. Nastavení rozdílného kroku dle zakřivení povrchu je silným prostředkem pro obrábění komplexních tvarů náročných projektů.
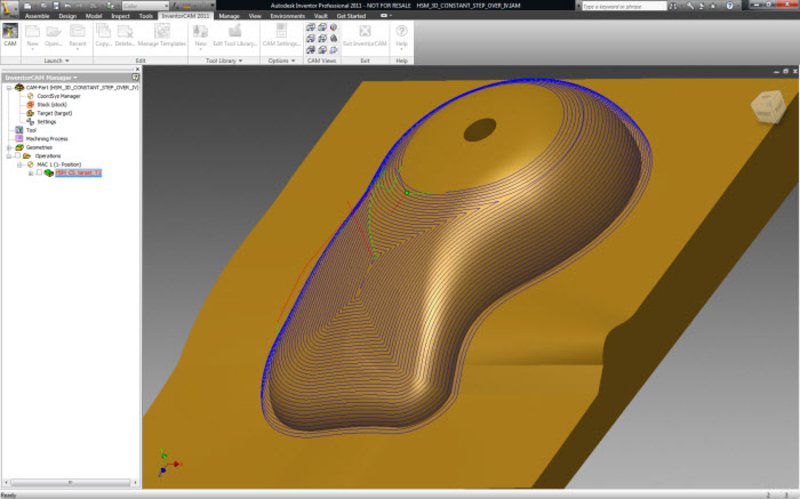
- Dokončovací strategie Konstantní krok zachovává konstantní, stejně velký krok dolů mezi jednotlivými řezy nástroje, bez ohledu na strmost dílu. Vytváří 3D řezy, které jsou od sebe v konstantní vzdálenosti podél plochy dílu. Tato strategie může být aplikována v jakýchkoliv hranicích nebo na celý díl.
- Tužkové obrábění vytváří dráhy nástrojů podél vnitřních rohů s malým poloměrem. Odstraňuje materiál, který nelze zlikvidovat žádnou jinou strategií. Tužkové obrábění se užívá k dokončování rohů, které by jinak mohly nést stopy po předešlých obráběcích operacích. Je ideální pro obrábění rohů, jejichž poloměr je shodný s poloměrem frézy.
- Koutové obrábění je rozšířením předchozího, kdy uživatel může definovat počet a posun více řezů. Tato strategie může být užitečná, když předchozí řezný nástroj nedokázal odstranit všechen materiál z vnitřního rohu. Tyto několikanásobné řezy budou vedeny zvnějšu do rohu a zajistí kvalitní dokončení povrchu.
- Zatímco tužkové obrábění vertikálních rohů vytváří nepříznivé řezné podmínky, kdy hrozí poškození frézy, strategie zbytkového dokončování zpracovává rohy zvrchu, což je pro tyto případy lepší technologie. Strmé i mělké oblasti jsou obráběny v jedné dráze nástroje různými strategiemi zbytkového dokončování.